Бас-гитара – инструмент, предназначенный для музицирования в басовом диапазоне. Она относится в категорию струнно-щипковых, что обуславливается особым способом извлечения звуков. Играть на ней можно пальцами или при помощи специального приспособления – медиатора – тоненькой пластинки с острым кончиком. Инструмент является усовершенствованным родственником легендарному контрабасу, отличаясь объемным корпусом, грифом, незначительной мензурой. Его классические модели оснащаются четырьмя струнами, но существуют аналоги, где их количество достигает десяти. На сайте https://4club.com.ua/muzykalnye-instrumenty/gitary/bas-gitary/ бас-гитару можно подобрать для начинающего музыканта и профессионала.
Активные и пассивные бас-гитары
Инструменты классифицируются на две большие группы – с активной и пассивной электроникой. Бас-гитары первого типа имеют в конструкции встроенный усилитель. Для их использования необходимо дополнительное питание. Преимуществом моделей является мощное звучание. Инструмент характеризуется гибкостью настроек. Для них предусмотрен эквалайзер. На сайте 4club.com.ua можно изучить характеристики активных бас-гитар от ведущих производителей.
Пассивные системы функционируют без источника питания. В них не предусмотрены тональности звука или возможность переключения между разными звукоснимателями. Но такие гитары не зависят от аккумулятора, что предупреждает массу проблем при эксплуатации, отличаются простотой обслуживания и традиционными низкими частотами. На сайте 4club.com.ua они представлены в широком ассортименте.
Выбор бас-гитары: важные моменты
Профессиональные музыканты точно знают, какими характеристиками должен обладать их инструмент, но новичков пугает многообразие вариантов. Для тех, кто только осваивает игру на бас-гитаре, не имеет смысла покупать дорогой аппарат. Подойдет модель с такими характеристиками:
традиционное четырехструнное исполнение;
наличие лада;
стандартная мензура в 34 дюйма;
привинченный гриф, который можно менять при возникновении дефектов.
Немаловажными деталями при выборе бас-гитары являются элементы фурнитуры – колки, бридж, ручки управления. Они должны быть легко заменяемыми. Бридж поможет выполнять точное настраивание мензуры для каждой струны. Качественные колки обеспечат эффективный контроль натяжения струн. В противном случае существует риск отпущения строя в наиболее неподходящий момент.
Современные аппараты для сварки оптических волокон стали очень компактными, некоторые умещаются буквально на ладошке. Однако, сварочные аппараты конца ХХ в. были далеко не такими. Они удивляют своим непривычным внешним видом, также, как когда-то первые сотовые телефоны или первые персональные компьютеры сильно отличались от современных. Сейчас такие модели можно считать уже своего рода антиквариатом, из образцов которого можно было бы создать целый музей сварочных аппаратов.
Сегодня мы с вами посмотрим дедушек современных аппаратов для сварки оптических волокон. Может быть, кто-то из форумчан нага, работая линейщиком, даже варил на каком-нибудь рассмотренном представителе в молодости.
С чего все начиналось
Потребность в разработке устройства, которое могло бы соединять оптические волокна, возникла в процессе развития волоконно-оптических передатчиков и приемников, и, конечно же, самого волокна в 70-х годах прошлого столетия.
Первый сварочный аппарат был предназначен для сварки многомодовых оптических волокон с относительно большим диаметром сердцевины — 50 мкм. В силу данного обстоятельства, эти волокна соединять было несложно. Однако, с развитием волоконной отрасли, уже в 1980 году потребовался сварочный аппарат для сварки одномодовых волокон. Это было время, когда начались настоящие трудности.
В данном направлении видели большой потенциал. Исследователи понимали, что в отличие от медных линий связи, с помощью света можно передавать больший объем данных на более значительные расстояния. Но возникла серьезная проблема: как соединять очень мелкие стеклянные волокна друг с другом, да еще и с очень высокой точностью? Вот что сказал по этому поводу один из разработчиков того времени из компании Fujikura: «Все корпорации, работающие в данном направлении, понимали, что на решении этой проблемы, можно будет построить большой бизнес! Вот, что действительно изначально поддерживало и продвигало все исследования и разработки в области сварки волокон. Идея была интересной, но реализовать ее было не так-то просто. Мы начали исследовательскую деятельность группой всего из трех человек. Это был 1976 год. Развитие оптических волокон, как таковых, в то время еще находилось в процессе проб и ошибок, и, помимо проблем, связанных с неидеальной структурой волокон и его низкой прочностью, у нас не было даже аналитического подхода к измерению потерь света при передаче его по волокну. В процессе работы сначала последовала череда изнурительных экспериментов, была неопределенность в отношении будущего. Временами нам казалось, что мы никогда не добьемся прорыва. Конечно это вызывало большое разочарование. Однако, в следующем, 1977, году, мы наконец-то увидели проблеск надежды.».
Тогда первые эксперименты по соединению волокон проводились с использованием двух подходов: сведение волокон и их склеивание в V-образной канавке; второй метод заключался в сплавлении волокон с помощью электрической дуги. По причине превосходных качеств и работоспособности, большее развитие вскоре получил второй метод. Таким образом, первая модель практического многомодового сварочного аппарата Fujikura была завершена в октябре 1977 года. Позже, в 1979 году, это оборудование было отправлено на выставку в Вашингтон, округ Колумбия, где аппарат стоял в неброском углу выставочного зала, однако собрал толпу желающих посмотреть на это чудо-техники. Сохранилась только небольшая фотография данного аппарата.
Один из разработчиков Fujikura:
«Тогда не было большого спроса на то, что мы создали, и мы не могли сразу сделать это прибыльным бизнесом. Это событие, однако, ознаменовало наш мировой дебют и подтолкнуло к созданию эпохальной технологии, которая привела компанию Fujikura к первенству на мировом рынке.
Первоначально мы рассматривали использование для сварки волокон «фазово-контрастного микроскопа» или «поляризованного микроскопа», чтобы можно было увидеть сердцевину волокна за счет разницы в показателях преломления. Однако, оба подхода оказались неприспособленными к внедрению в компактный сварочный аппарат, в виду того что они требуют слишком громоздкого оборудования. Это было значительным препятствием.»
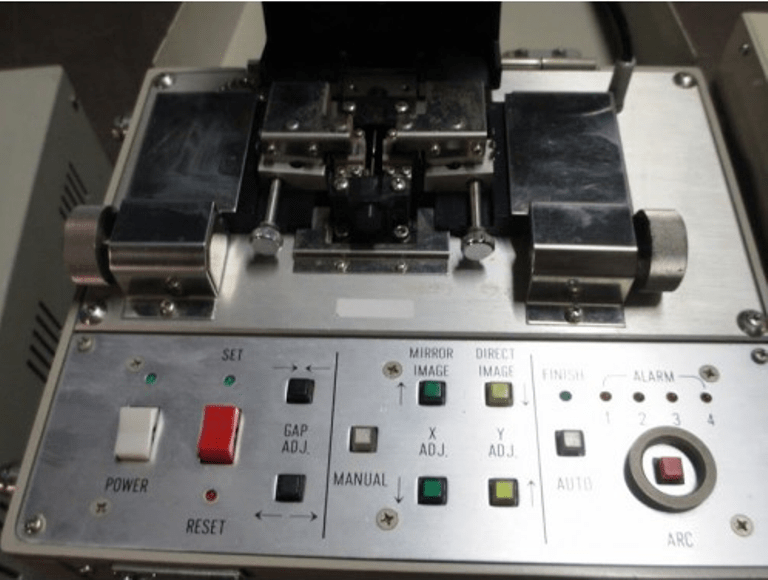
Около года, преданные своему делу исследователи, проводили день и ночь в экспериментальной лаборатории, занимаясь совершенствованием и разработкой алгоритмов работы сварочного аппарата. Все дальнейшие разработки велись в условиях строжайшей секретности. В результате, в феврале 1985 года родился шедевр – успешно применили на практике сварочный аппарат для сварки одномодовых волокон Fujikura FSM-20
Как видно, данный аппарат состоял из двух отдельных блоков, что несомненно было неудобным: ни о какой компактности речи не шло. Одним из основных дальнейших направлений разработчиков, было объединить все в одно небольшое устройство.
Компания Fujikura была не единственной, кто занимался разработкой первых сварочных аппаратов. В 1984 г. в корпорации Siemens (Corning, Siecor) разработали сварочный аппарат модели M7.
Это сейчас большинство сварочных аппаратов изготавливается в Китае и Корее, однако в конце ХХ века разработкой этих устройств занимались в СССР, Англии, Германии и др.
Рассмотрим далее несколько сварочных аппаратов компании Siemens. Некоторые аппараты завозились в нашу страну и может быть кому-то посчастливилось варить на подобном устройстве. Поскольку давным давно аппараты данной серии не выпускаются (подразделение Siemens, касающееся оптики, в свое время выкупила корпорация Cornang), найти подробного описания характеристик аппаратов не удалось.
Siemens RXS Siecor S46-999-M7-A10
На этом видео можно увидеть, как работает аппарат, и как видно в объективе волокна:
Портативный американский сварочный аппарат OP2090 фирмы Power Technology Inc.
OP2090Power Technology optical fiber splicer Model 310-01 portable.
Допустимый размер диаметра сердцевины волокна 4-600 мкм.
Допустимый размер диаметра оболочки волокна 80-600 мкм.
Вес — 19,5 кг.
Бинокулярный микроскоп Nikon с возможностью 40 или 80 кратного увеличения.
Аппарат фирмы 3M, модель 9500XFM Аппарат Sumitomo SUMIOFCAS
В статье были представлены далеко не все раритетные аппараты. Среди сварочных аппаратов-динозавров можно найти и интересные советские модели, о чем, возможно, будет написано позже.
Покупать ли дорогую посудомойку, а если все-таки покупать, то какому производителю отдать предпочтение? Это основные вопросы, которые задают себе многие семьи, решившиеся на такой серьезный шаг, как приобретение новой кухонной техники. И все чаще выбор остается за решением – купить. А среди массы производителей выбирается самый надежный и оптимальный – Бош. И тогда радости нет предела, когда посудомойка уже куплена и исправно выполняет свои функции.
А для того, чтобы ее ремонт и обслуживание прошли максимально качественно, воспользуйтесь услугами, которые предоставляет сервисный центр бош. Здесь делают как ремонт посудомоечной машины Бош, так и дают грамотные консультации по любому вопросу, касающемуся посудомойки данного бренда.
Если неожиданно с вашей помощницей случилось несчастье, и она забарахлила, сервисный центр – ваш лучший помощник в решении этой проблемы. Чаще всего из строя выходят какие-то детали, и машинка перестает функционировать, как раньше. Найти запчасти бош не проблема, они есть в любом сервисном центре и в любом количестве. Потому если ремонт посудомоечной машины Бош состоит только в замене отдельных элементов, то его целесообразно проводить именно в сервисных центрах. Поскольку там всегда под рукой разнообразные запчасти Bosch, которые наиболее часто требуется заменить.
Нет нужды рекламировать мастеров, которые ремонт посудомоечной машины Bosch буквально сделают с закрытыми глазами. Они все обладают необходимыми знаниями, навыками и опытом, и делают все от них зависящее, чтобы вернуть посудомоечные машинки к жизни. И, нужно заметить, это у них неплохо получается.
Зачастую проблемы с посудомойкой случаются практически одни и те же, поэтому мастера уже по описанию ситуации примерно понимают, к чему следует быть готовым и что понадобится, чтобы вовремя и с наименьшими потерями починить ваш любимый агрегат. В любом городе, даже не очень крупном, успешно функционируют сервисные центры вышеупомянутого производителя, поскольку он заботится о своих потенциальных покупателях и делает все, чтобы они остались довольны уровнем сервиса и качеством его изделий.
Так что, если посудомоечная машинка стала работать не так, как раньше, или вы заметили какие-то посторонние звуки в момент, когда она моет посуду, не мешкая, обращайтесь в любой сервисный центр Bosch, который есть поблизости от вас. И вам там обязательно помогут вернуть вашу домашнюю помощницу, к монотонной работе которой вы уже привыкли, в строй.
Сварка оптики – это достаточно сложный и высокотехнологичный процесс, в ходе которого между собой свариваются оптические волокна с помощью высокой температуры. Сваривание оптических волокон осуществляется с помощью специальных устройств – сварочных аппаратов для сварки оптоволокна.
Сварочный аппарат для оптических волокон – один из самых сложных и дорогих инструментов монтажника ВОЛС. Данный прибор, позволяет в автоматическом режиме обеспечить процесс сведения (юстировки) и сварки волокон с последующей фиксацией сваренного волокна в гильзе КЗДС для предотвращения его поломки. От того, насколько качественно и быстро работает сварочный аппарат, какие дополнительные функции и опции имеет – напрямую зависит скорость сдачи ВОЛС в эксплуатацию.
Одним из самых эффективных и наиболее простых способов добиться высокого качества сварки и долгой жизни сварочного аппарата – это правильная эксплуатация, поддержание аппарата в чистоте, и главное, своевременное техническое обслуживание сварочного аппарата.
Для того, чтобы обеспечить бесперебойную работу, сварочный аппарат необходимо регулярно проверять и проводить регламентное техническое обслуживание не реже раза в полгода или каждые 1500 сварок.
В целом техническое обслуживание сварочного аппарата включает в себя несколько этапов:
Комплексную диагностику технического состояния;
Чистку аппарата и его компонентов снаружи и внутри;
Настройку ключевых блоков и узлов сварочного аппарата;
Регулировку большого количества параметров, обеспечивающих качественную и правильную работу сварочного аппарата;
Настройку оптической системы;
Замену электродов (при необходимости);
Итоговую проверку на соответствие аппарата заявленным техническим характеристикам и соответствие качества сварки паспортным требованиям с помощью рефлектометра;
Рассмотрим каждый из этапов проведения технического обслуживания более подробно на примере одного из реальных случаев.
После того, как сварочный аппарат попадает на стол к инженеру, проводится детальный и подробный осмотр аппарата с целью определения текущего технического состояния оборудования. Так же осматриваются основные блоки устройства на предмет загрязнения.
Сразу же в ходе внешнего осмотра мы увидели, что оборудование имеет сильные внешние загрязнения, так же отсутствуют крышки кронштейна дисплея. Их отсутствие может вызвать случайное повреждение дисплейного шлейфа.
Закончив внешний осмотр переходим к осмотру внутренних узлов и компонентов устройства: обнаруживаем загрязнение механизма юстировки, V-образных канавок, оптической системы и зеркал.
После оценки внешнего и внутреннего состояния аппарата необходимо провести программную диагностику оптической системы на наличие пыли. Сварочный аппарат может диагностировать и анализировать текущее состояние оптической системы выделяя все посторонние объекты.
В нашем случае мы увидели, что на матрице Y-проекции имеется пыль. Это существенно сказывается на качестве сварки и достоверности оценки потерь на сварном шве. Если не проводить своевременную чистку и техническое обслуживание сварочного аппарата – линзы оптической системы могут прийти в полную негодность для нормальной эксплуатации и может потребоваться их замена. На фото пример загрязненной линзы.
Чтобы подобраться ко всем ключевым узлам сварочного аппарата и провести комплексную чистку, настройку необходимо разобрать аппарат: снимаем аккумуляторную батарею, кожух сварочного аппарата.
Для чистки оптической системы необходимо так же снять прижимные фиксаторы для оптоволокна и платформу для электродов.
Сняв данные компоненты, мы получаем полный доступ к оптической системе для чистки и приведения всех блоков к пригодному для эксплуатации состоянию.
Для начала мы удаляем всю пыль и грязь с помощью мощной направленной струи воздуха. После используя специализированные средства удаляем всю грязь из основной рабочей области. Наш аппарат приобретает совершенно иной вид.
Проводим диагностику состояния оптической системы с помощью микроскопа. Осматриваем линзы микроскопа на наличие повреждений и грязи. Проводим тонкую очистку поверхности оптических линз, зеркал и поверхности матриц X и Y проекций.
Как вы видите на фото – механизм юстировки и V-канавки имеют сильные загрязнения. В текущих условиях ни о каком качественном сведении волокна не может быть и речи. Переходим к чистке механических компонентов сварочного аппарата.
Чистим V-образные канавки.
После того как основные блоки сварочного аппарата вычищены – можно переходить к фокусировке оптической системы. Для этого необходимо обратно собрать сварочный аппарат и подготовить его к тонкой настройке.
Практически в каждый сварочный аппарат встроен анализатор, с помощью которого можно провести тонкую фокусировку используя диагностическую диаграмму. В данном случае, оптическая система на правой проекции расфокусирована и диаграмма имеет не правильную форму. Если фокусировка аппарата не соответствует требованиям — аппарат не сможет правильно свести волокна.
После фокусировки диагностическая диаграмма приобретает вид максимально приближенный к эталонной. На этом процесс фокусировки заканчивается. Переходим к процессу программной настройки. Для этого выбираем режим сварки Auto SM, т.к. для настройки используется волокно стандарта G652D.
Переходим к процессу калибровки дуги, в ходе которого настраиваются параметры: положение и ток.
Калибровка данных параметров осуществляется в автоматическом режиме. После того как аппарат завершает калибровку — мы получает сообщение о том, что процесс прошёл успешно.
После настройки параметров дуги проводится комплексная проверка сварочного аппарата и диагностика качества сварки. Далее при помощи рефлектометра проводятся измерения уровня затухания на сварном шве с использованием стенда.
После подробного анализа результатов ТО, аппарат проходит стадию тестирования, в ходе которой подтверждается исправность оборудования и его пригодность к работе в реальных условиях. Взято с nag.ru
16 мая миниатюрный спектрометр размером с буханку хлеба был выпущен из шлюзового отсека Международной космической станции в космос. Финансируемый NASA прибор начнёт собирать информацию о солнечном излучении и его влияние на земные системы связи.Прибор, получивший маркировку MinXSS, в ближайшие 12 месяцев будет изучать мягкое рентгеновское излучение.Оно исходит от Солнца и, достигнув Земли, может привести к нарушению верхних слоёв атмосферы нашей планеты, после чего затруднит передачу радио- и GPS-сигналов. Интенсивность мягкого рентгеновского излучения, исходящего от Солнца, постоянно изменяется и зависит в том числе от вспышек на Солнце.Данные, получаемые от MinXSS, помогут учёным лучше понять физику солнечных вспышек, ведь достигающее планеты излучение несет информацию о температуре, плотности и составе атмосферы Солнца.
Интересно проследить и за процессами нагрева солнечной атмосферы, а также за возникновением вспышек. Небольшой спутник MinXSS выполнен в формфакторе CubeSat, популярном формате наноспутников, который широко используется для создания узконаправленных космических приборов.
Программа развития MinXSS была профинансирована NASA и реализуется под руководством исследователя Тома Вудса из университета Колорадо. MinXSS был отправлен на орбиту в рамках программы NASA CubeSat Launch Initiative, запуск состоялся 6 декабря 2015 года. С момента основания этой программы в 2010 году специалистами было отобрано для запуска более 120 устройств, уже развёрнуто 43 небольших спутника. Взято с hi-news.ru
З листопада 2015 року в ДЕРЖАВНОМУ УНІВЕРСИТЕТІ ТЕЛЕКОМУНІКАЦІЙ на кафедрі телекомунікаційних технологій будуть проводитися практичні курси: «Будівництво та технічна експлуатація волоконно-оптичних ліній зв’язку первинної мережі (магістральної, зонової та місцевої)»: засвоюємо тонкощі професії під керівництвом експертів галузі.
В процесі навчання, завдяки унікальним методикам викладання, слухачі отримають важливі теоретичні знання та всі необхідні практичні навички, так що після інтенсивних занять будуть в змозі виконувати різноманітні операції по монтажу, тестуванню, діагностиці та локалізації несправностей волоконно-оптичних ліній зв’язку.
ПРОГРАММА КУРСУ
Будівництво та технічна експлуатація ВОЛЗ первинної мережі (магістральної, зонової та місцевої)
Аварійно-відновлювальні роботи на ВОЛЗ.
Придбання практичних навичок з контролю параметрів ОК, його експлуатації та ремонту, а саме:
— розроблення волоконно-оптичного кабелю (ВОК);
— тестування та діагностика несправностей в пасивних оптичних мережах;
— зварювання волокон (робота зі зварювальним апаратом та прецензійним сколювачем);
— монтаж оптичних муфт та оптичних прикінцевих пристроїв;
— вимірювання потужності і затухання в ВОК за допомогою джерела оптичного випромінювання й вимірювача потужності, оптичних мультиметрів;
— тестування оптичного кабелю за допомогою рефлектометра;
— робота з програмним забезпеченням для аналізу рефлекторам.
Охорона праці.
МІСЦЕ ПРОВЕДЕННЯ: ДЕРЖАВНИЙ УНІВЕРСИТЕТ ТЕЛЕКОМУНІКАЦІЙ, кафедра телекомунікаційних технологій, аудиторія № 201.
Навчання відбудеться за адресою: Киев, ул. Солом’янська, 7. Чотири дні в спеціально обладнаному класі (з використанням унікального вимірювального та ремонтного обладнання ) під керівництвом провідних фахівців галузі телекомунікацій України зроблять із слухачів курсу справжніх фахівців.
ДИПЛОМ СПЕЦІАЛІСТА
По закінченню навчання та після успішної здачі екзаменаційних тестів учасник отримує Сертифікат Державного зразка, який підтверджує кваліфікацію його власника і високо оцінюється на професійному ринку праці.
ТЕРМІНИ ПРОВЕДЕННЯ НАВЧАННЯ визначаються у відповідності до комплектування навчальних груп та будуть окремо оприлюднені на сайті Державного університету телекомунікацій.
НАШІ КОНТАКТИ:v_druzhinin@mail.ua, 093 307 0047, 050 604 17 51 завідувач кафедри телекомунікаційних технологій професор Дружинін Володимир Анатолійович.